

推薦產品
 服務熱線:15195518515
服務熱線:15195518515在線客服:1464856260
傳真號碼:0517-86801009
郵箱號碼:1464856260@qq.com
網 址:http://m.mycotorra.com
地 址:江蘇省金湖縣理士大道61號
高溫磁翻板液位計參與的乏汽回收技術在制氫裝置的
發布時間:2021-01-22 14:27:43??點擊次數:2015次
摘要:文章論述了高溫磁翻板液位計參與的熱力除氧乏汽回收技術在制氫裝置的應用,并介紹了乏汽回收技術的原理、構造及自動控制的現。PLC技術、XST系列儀表與變頻控制的結合,使得乏汽回收系統得到*優化的控制。同時結合本單位乏汽回收系統改造的實例,詳細分析了改造的經濟效益。
乏汽通常指具有熱勢能的蒸汽在經過做功之后,將其熱勢能轉化為動能、勢能或其他形式的能量之后產生的剩余蒸汽。由于蒸汽經過做功發生能量轉化,其溫度和壓力都變得比較低,其利用價值就不大,通常直接排放到大氣中。在凡有使用或生產蒸汽的工業企業都建有鍋爐,如石化和發電企業。蒸汽生產過程中,鍋爐上水的除鹽水含氧量要求*低,通常的做法是采用蒸汽加熱除鹽水消除氧氣的方式進行,即采用熱力除氧。這種消除含氧的方式簡單、可靠且效果顯著,但同時大量的蒸汽也隨著廢氣一同被排放。這些被排放的蒸汽雖然溫度和壓力都比較低,但仍然含有熱勢能,長期排放會造成大量能源浪費。
如果能將這些具有一定熱勢能的蒸汽有效回收加以利用,同時又能將水中逸出的氣體排去,不僅能為企業帶來可觀的經濟效益還可以減少對環境的熱污染。
1、乏汽回收的應用與實現的背景
煉油部制氫裝置兩臺除氧器,除氧溫度為104℃左右,外排乏汽壓力為0.015MPa,除氧器的上水溫度在90℃左右,流量20t/h左右,乏汽外排管徑為DN50,外排乏汽的流量在2t/h左右。大量的蒸汽同氧氣一起被排放到大氣中。因此,將乏汽全部回收利用是十分必要的,給除氧器增上了一套乏氣回收裝置,做好節能減排、節能降耗。
2、項目實施的必要性
本項目屬于節能減排項目,增上乏汽回收裝置,可將除氧器外排的乏汽100%回收,回收水可作為除氧器補水。項目實施后,不僅可獲得良好的經濟效益,還可消除熱污染和噪音污染,是值得實施的項目。
1)改善除氧效果:本裝置采用除鹽水的水為動力,并利用原除氧器的排汽對進水進行除氧,同時將原定排汽中的氧氣排掉,這就使得安裝本裝置后的除鹽水進水中的總氧含量低于安裝前的除鹽水進水中的總氧含量。同時,由于本裝置可將定排的乏汽完全回收,故可得到更優質的除鹽水。由此可見,本裝置對改善現場熱能浪費有很好的作用。
2)降低職工勞動強度和操作危險:避免職工頻繁上下除氧平臺操作排汽閥,避免被燙傷的危險。
3)消除熱污染和噪音污染:安裝本裝置后,很遠就能看見的“白龍”沒有了,很遠就能聽見的噪音消除了。
3、乏汽回收技術原理
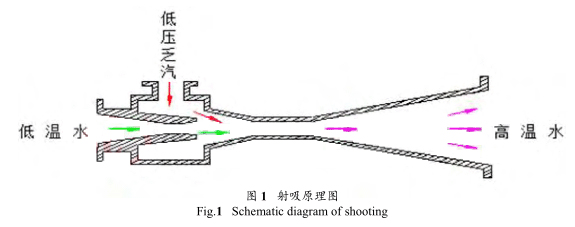
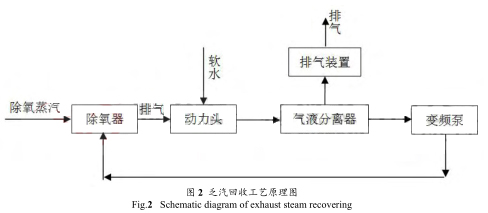
乏汽回收系統是通過對余汽進行射吸回收,回收凝液及熱勢能,對其進行再次利用。其原理是將補充進除氧器的除鹽水改變路由使其進入KLAR動力頭,動力頭內部由于噴嘴處的縮徑,除鹽水在壓力的作用下通過噴嘴發生噴射產生負壓,負壓使除氧器排放的乏汽被吸入動力頭 ,如圖1所示,同時除鹽水和乏汽進行熱量交換并混合,即乏汽被冷凝,除鹽水被加熱。然后混合后的流體再進入到系統中。這樣利用了乏汽提高了鍋爐的給水溫度的同時使其得到凝結,減少除氧器蒸汽量,達到了回收利用乏汽和熱勢能的目的。工藝原理如圖2所示。
4、乏汽回收裝置控制系統的組成
乏汽回收過程控制的基本任務是在保證回收系統安全運行的前提下,有效回收乏汽所帶的余熱。但它的控制系統卻比較簡單,由XST系列儀表控制閥位、PLC系統實現液位聯鎖功能。
XST系列儀表采用單片機嵌入式組合設計,硬件擴充性強,可與各類模擬量輸出的變送器配合,組成溫度、壓力、流量、液位、等測量或控制回路。
乏汽回收系統液位控制采用磁浮子液位變送器,將凝液罐液位信號轉換成4mA~20mA信號傳給XST儀表,XST儀表設定零點、量程,既能顯示實際液位,又能將設定值和測量值作比較,輸出4mA~20mA信號傳給變頻器,因其采用正作用,故液位越高,電流越大,變頻器輸出也就也大,電機帶動泵的轉速就越大。但在實際應用中,XST儀表的控制性能不是很好,參數整定性能較低,導致液位波動較大。因XST儀表不能進行PID參數整定,只能在變頻器上做文章,*終將變頻器內有關的升降速的時間參數減小,即每次液位將要下降到控制指標時,變頻器的輸出信號不再是升速;而液位將要上升到控制指標時,變頻器的輸出信號不再是降速。從而使原波動為270mm~550mm的范圍,減小到350mm~450mm的范圍并呈現周期變化。從而建立了XST系列儀表與變頻器間的控制回路,使乏汽回收系統的整體運行得到*優化的控制。
5、乏汽回收裝置控制原理
控制對象系統如圖3所示,主要控制參數包括分離罐液位高報(LH)、正常液位(L)、液位低報(LL)以及除氧器壓力(P)。主要的執行機構為進水控制閥(Vi)、變頻控制器(Bf)。液位應控制在正常液位(L)附近,偏離L則由XST儀表控制變頻器,調整水泵轉速,以保持水罐的液位。液位由高溫磁翻板液位計顯示,并遠傳到中控室實時監控。
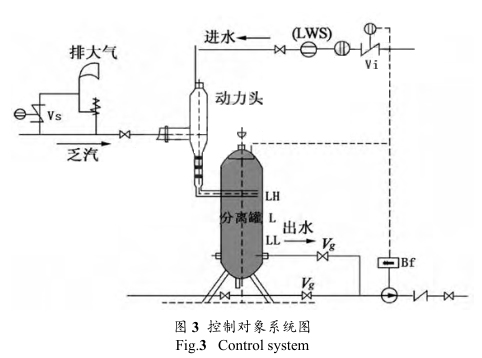
1)當分離罐內無除鹽水時,磁翻板液位變送器將信號通過XST儀表傳至PLC系統,PLC輸出聯鎖信號不允許泵啟動;微開Vi閥,除鹽水液位達到LL以上時,PLC輸出信號給Bf,使泵以變頻器的*一頻率運行,這時泵以較低轉速開始運轉。
2)當水泵啟動后,逐漸打開Vi閥,除鹽水通過動力頭對乏氣產生射吸。當除鹽水液位達到L時,液位由XST儀表進行控制。
3)當液位超過LH時,PLC輸出聯鎖信號,讓泵以工頻速度運轉,并啟動備泵,直到液位降至LH以下5s后,停備泵。為保證控制的平穩,若液位已經降至L,直接停備泵。
4)當乏汽回收系統不能正常運行時,如除氧器壓力P超高,通過壓力開關及PLC控制,安全閥(Vs)會自動打開將乏汽排放大氣。
6、制氫裝置乏汽回收裝置經濟效益分析
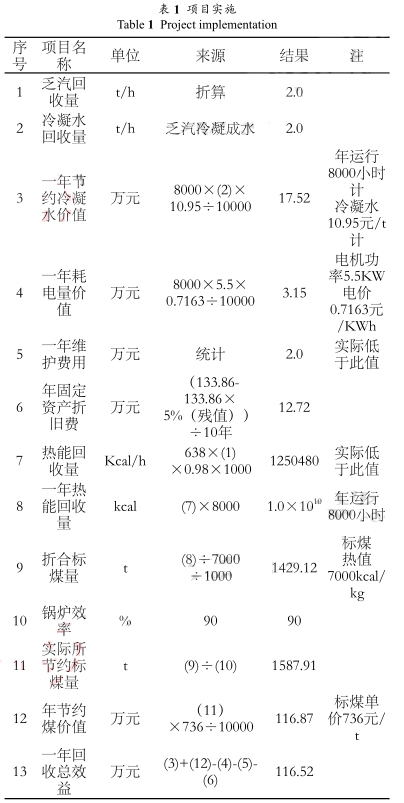
乏汽回收系統自投入運行以來,無需專人操作,生產運行平穩,除氧指標合格,乏汽幾乎全部得到回收利用,節能效益明顯。根據改造前后各項參數對比計算,每年就可節約成本超百萬元,如表1所示。綜述:制氫裝置兩臺除氧器的乏汽通過動力頭的射吸作用,將乏汽冷凝成水,共回收乏汽量2t/h,按年8000h,一年節約冷凝水價值17.52萬元,一年折合節約標煤價值116.87萬元,兩臺乏汽回收裝置年電耗及維護費、固定資產折舊費用合計17.87萬元,設備采購及安裝建設投資133.86萬元,年回收效益116.52萬元,約14個月即可收回投資成本。裝置至少可運行10年以上,10年經濟總效益將更加明顯,可見是值得實施的項目。
7、結論
除氧器乏汽回收系統有良好的氧氣分離能力,以保證冷凝水的含氧量不高于待除氧補充脫鹽水中濃度,保證除氧器除氧效果;不僅回收熱能,而且能將冷凝水直接回輸到除氧水系統中。
總之,乏汽回收系統結構簡單,運行安全可靠,貼近實際生產需要,除氧效果良好,電氣智能化程度高,投資少但經濟效益明顯,符合未來發展趨勢的需要,是一種值得人們去關注的節能新技術。
 |
|